-
 儀表網手機版
儀表網手機版
手機訪問更快捷
 儀表網小程序
儀表網小程序
更多流量 更易傳播
-
 公眾號:ybzhan
公眾號:ybzhan
隨時掌握行業動態
 掃碼關注視頻號
掃碼關注視頻號
網絡課堂 行業直播

金相顯微鏡檢測高溫合金是否晶界氧化的解決方案

在高溫合金(如航空發動機葉片、燃燒室部件)檢測中,晶界氧化會直接削弱材料強度,金相顯微鏡結合熱鑲嵌工藝可精準識別氧化缺陷,流程圍繞 “保留氧化形態、清晰顯晶晶界” 展開,具體步驟如下:
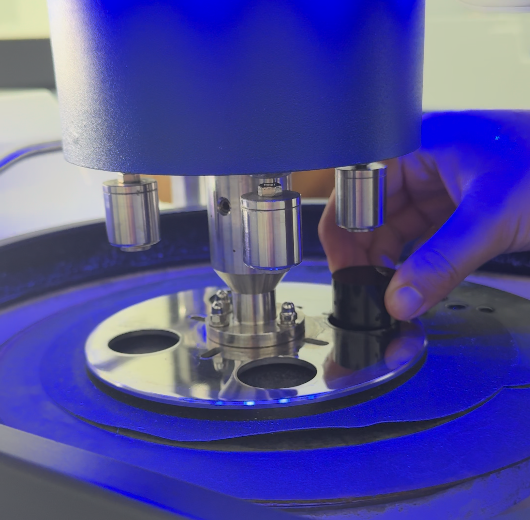
一、取樣與熱鑲嵌處理
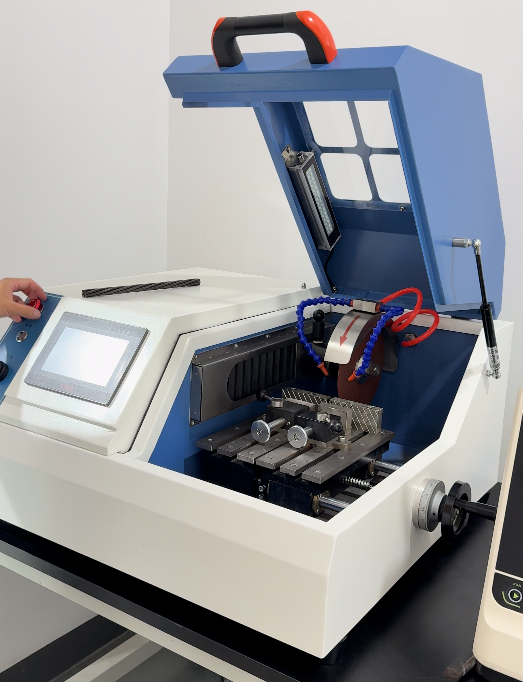
首先在高溫合金待檢部位(葉片榫頭、燃燒室熱面等易氧化區域)截取 8mm×8mm 試樣,切割用金剛石超薄鋸片(厚度 0.15mm)搭配低速切割機,進給速度控制在 0.2-0.3mm/s,同步噴射惰性氣體(如氬氣)冷卻,防止切割過程中二次氧化。

隨后進行熱鑲嵌:將試樣放入熱鑲嵌機 Φ30mm 模具,填入耐高溫環氧樹脂顆粒(適配高溫合金硬度),設置參數 —— 溫度 170-190℃、壓力 20-28MPa、保溫保壓 4-6 分鐘,待樹脂固化后,冷卻至 90℃以下脫模。脫模后用 240 目砂紙修整鑲嵌塊邊緣,確保試樣截面與鑲嵌塊表面平齊,避免磨拋時氧化層脫落。
二、試樣磨拋加工
首先粗磨:用 320 目碳化硅砂紙在磨拋機上輕壓打磨(壓力≤15N),打磨方向與試樣截面垂直,直至露出完整的合金截面(去除樹脂覆蓋層)。
第二步細磨:依次更換 600 目、1200 目、2000 目砂紙,每道工序將試樣旋轉 90 度,前道磨痕消失后再換更高目數,細磨后用去離子水沖洗,避免磨屑殘留堵塞氧化縫隙。
第三步拋光:先用 5μm 金剛石拋光液配合絲絨布粗拋(轉速 160r/min,持續 3 分鐘),去除細磨劃痕;再換 1μm 拋光液配合拋光呢精拋(轉速 140r/min,持續 4 分鐘),直至截面呈現鏡面光澤,拋光后立即用無水乙醇清洗,冷風吹干(防止水分與氧化產物反應)。
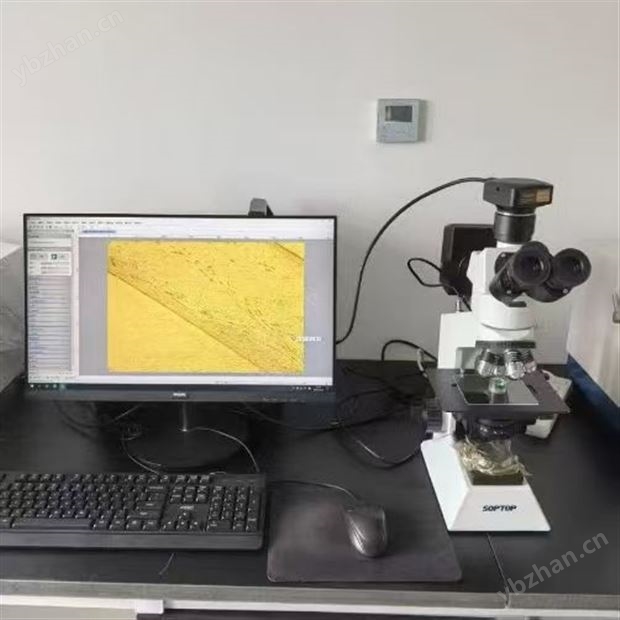
三、浸蝕與晶界氧化觀察
選用專用浸蝕劑(10% 王水 + 5% 鹽酸混合液,通風櫥操作),用滴管將試劑輕滴于試樣截面,浸蝕時間 10-15 秒。當顯微鏡下觀察到晶界呈黑色線條、氧化區域呈淺灰色斑塊時,立即用去離子水沖洗、酒精脫水后吹干。

將試樣置于金相顯微鏡載物臺:先以 100 倍低倍物鏡掃描,定位晶界氧化集中區域(多沿晶界呈連續或斷續分布);再切換 400-500 倍高倍物鏡,觀察氧化深度(正常要求≤50μm)、氧化產物形態(避免出現連續氧化層),同時用圖像分析軟件測量氧化沿晶擴展長度,記錄氧化等級(按氧化面積占比分為輕微、中度、嚴重三級)。
四、檢測結果應用
若觀察到嚴重晶界氧化(氧化深度>50μm 或連續氧化層),可反向追溯問題:可能是熱處理時保護氣氛純度不足,或服役時超出耐高溫上限。將檢測數據反饋至生產 / 運維環節,可調整熱處理氣氛參數、優化部件冷卻結構,避免高溫合金因晶界氧化導致的斷裂、變形等失效風險。
免責聲明
客服熱線: 15267989561(同微信)
加盟熱線: 15267989561(同微信)
媒體合作: 0571-87759945
投訴熱線: 0571-87759942

下載儀表站APP

Ybzhan手機版

Ybzhan公眾號

Ybzhan小程序
 手機版
手機版 官方微信
官方微信
















 采購中心
采購中心
{kind=link}
{kind=link}
{kind=link}