-
 儀表網(wǎng)手機版
儀表網(wǎng)手機版
手機訪問更快捷
 儀表網(wǎng)小程序
儀表網(wǎng)小程序
更多流量 更易傳播
-
公眾號.jpg) 公眾號:ybzhan
公眾號:ybzhan
隨時掌握行業(yè)動態(tài)
 掃碼關(guān)注視頻號
掃碼關(guān)注視頻號
網(wǎng)絡(luò)課堂 行業(yè)直播
手機訪問更快捷
儀表網(wǎng)小程序
更多流量 更易傳播
公眾號:ybzhan
隨時掌握行業(yè)動態(tài)
掃碼關(guān)注視頻號
網(wǎng)絡(luò)課堂 行業(yè)直播
課宣傳廣告")
|
|
|
|
樣品詳情:
電池包內(nèi)部模塊的卡扣
這個銅鍍鎳掛碼是新能源汽車電池包內(nèi)的專用卡扣件,用于固定電芯模組與 BMS 組件。它采用卡接式裝配,既讓模塊穩(wěn)固貼合殼體,又能免復(fù)雜工具快速拆裝,方便后期檢修更換。銅鍍鎳材質(zhì)可抵御電池包內(nèi)電解液腐蝕,同時耐受充放電時 - 30℃至 80℃的溫度波動,適配高壓高濕工況,保障模塊長期可靠固定。

檢測要求:放大觀察鍍層位置情況,分析測量鍍層的厚度及分層情況。
檢測流程:切割?研磨?拋光?觀察?測量。
樣品制備流程
(1) 樣品切割
設(shè) 備:JMQ-60 精密切割機
工作直徑:Φ60mm
參數(shù)配置:轉(zhuǎn)速2800r/min
切割片直徑φ120
切割片厚度φ0.8mm


切割前 切割后
切割的難點:
掛碼體積小、結(jié)構(gòu)精密,且銅基體韌性強、鎳鍍層薄,普通切割機轉(zhuǎn)速高、沖擊力大,易造成掛碼塑性變形、鍍層崩邊或剝落,還會產(chǎn)生較大熱影響區(qū),破壞鍍層與基體的結(jié)合狀態(tài)。
解決方法:
金相切割機配備金剛石專用刀片,支持低速精密切割,搭配冷卻系統(tǒng)可降低切削溫度,減少熱損傷,同時精準(zhǔn)的定位裝置能保證切割截面平整,滿足后續(xù)高倍觀察的需求。
(2) 樣品鑲嵌
設(shè) 備: ZXQ-30自動鑲嵌機
模套規(guī)格:Φ30mm
鑲嵌參數(shù):鑲嵌粉顏色:黑色
鑲嵌溫度:135℃
保壓時間:4min

鑲嵌前

鑲嵌后
鑲嵌難點:
1. 易損傷材質(zhì),銅基體軟、鎳鍍層薄,熱鑲嵌高溫易致鍍層氧化、基體變形。
2. 鍍層邊緣易在鑲嵌中崩損,卡接槽縫隙易滲入鑲嵌料,形成偽缺陷,干擾后續(xù)金相觀察。
解決方法:
1.通過專用夾具定位,設(shè)置好鑲嵌設(shè)備的溫度,保壓時間,及時冷卻。
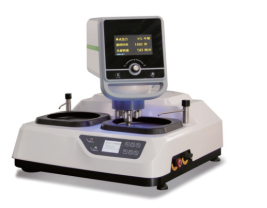
(3) 研磨拋光
設(shè) 備:ZMP-2全自動磨拋機
磨盤直徑: Φ250mm
磨盤規(guī)格:P180/P400/P800/P1500
拋光規(guī)格:羊絨拋光布+3um金剛石懸浮液


拋光中

打磨拋光后
磨拋的難點:
1. 該銅鍍鎳掛碼樣品磨拋的核心難度,源于銅基體與鎳鍍層的硬度差異大
2. 粗磨易出現(xiàn) “基體凹陷、鍍層凸起”:銅基體韌性強、硬度低,磨拋壓力稍大就會發(fā)生塑性變形,而鎳鍍層硬且脆,易形成邊緣凸起,造成截面平整度差。
3. 砂紙粒度切換不及時,不che底,粗砂粒會劃傷鎳鍍層;磨拋方向不當(dāng)或壓力不均,會導(dǎo)致鎳鍍層與銅基體結(jié)合處開裂、起皮。
4. 銅基體易被拋光劑粘覆形成偽缺陷,鎳鍍層則易因拋光時間過長出現(xiàn) “過拋”,破壞鍍層厚度均勻性,影響后續(xù)金相觀察。
解決方法:
相比于手動磨拋機使用自動磨拋機能大幅解決工件的磨拋難點,核心優(yōu)勢在于精準(zhǔn)控制磨拋參數(shù),如恒定壓力、轉(zhuǎn)速和時間,避免手動操作的壓力不均問題,同時穩(wěn)定的冷卻潤滑供給可降低鍍層剝落風(fēng)險;其高一致性還能保證批量樣品磨拋效果統(tǒng)一,提升后續(xù)金相觀察的準(zhǔn)確性。
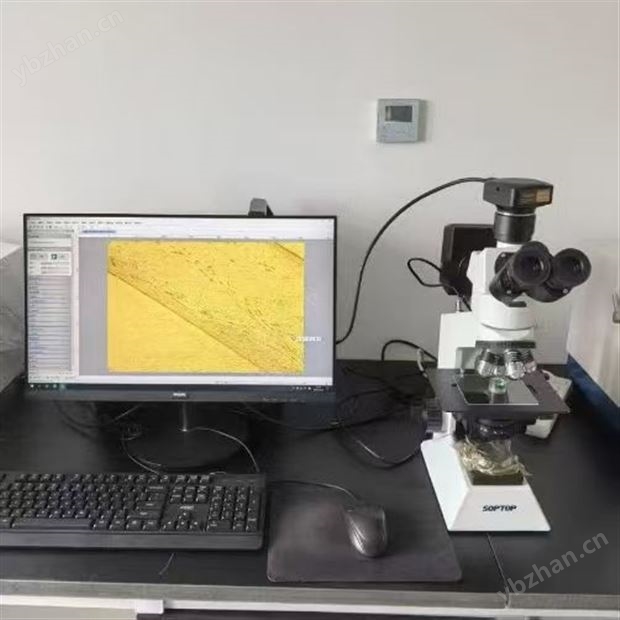
(4) 觀察分析
設(shè) 備:BM7金相顯微鏡
參數(shù)配置:目鏡:高眼點大視野目鏡PL10X/22mm
物鏡:無限遠消色差物鏡 5X、10X、20X、50X、100X
照明系統(tǒng):透反射柯拉照明系統(tǒng)LED燈室,中心可調(diào),帶濾色片/斜照明裝置

軟 件:imageView圖像軟件

50X放大測量效果圖

100X放大測量效果圖

200X放大測量效果圖

500X放大測量效果圖

1000X放大測量效果圖
總結(jié):
1.經(jīng)多倍數(shù)放大觀察與測量,該銅鍍鎳卡扣鍍層無明顯分層、開裂、剝落等缺陷,鍍層厚度均勻性良好,測量值介于 7.31μm-10.12μm 之間,符合產(chǎn)品使用對鍍層厚度及結(jié)構(gòu)完整性的要求,可保障電池包模塊長期可靠固定。
2.在研磨階段,需控制好每道研磨時間,避免時間過長導(dǎo)致鍍層損失,影響測量。
相關(guān)產(chǎn)品
免責(zé)聲明
客服熱線: 15024464426
加盟熱線: 15024464426
媒體合作: 0571-87759945
投訴熱線: 0571-87759942

下載儀表站APP

Ybzhan手機版

Ybzhan公眾號

Ybzhan小程序
 手機版
手機版 官方微信
官方微信
















 采購中心
采購中心
{kind=link}
{kind=link}
{kind=link}