-
 儀表網手機版
儀表網手機版
手機訪問更快捷
 儀表網小程序
儀表網小程序
更多流量 更易傳播
-
 公眾號:ybzhan
公眾號:ybzhan
隨時掌握行業動態
 掃碼關注視頻號
掃碼關注視頻號
網絡課堂 行業直播

樣品詳情:
螺絲(淬火跟淬火后低溫回火)
淬火后未低溫回火與經低溫回火的材料,金相差異核心在于馬氏體結構、內應力狀態及殘余相占比。未回火組織以淬火馬氏體為主,伴隨較多殘余奧氏體與未溶碳化物,馬氏體呈尖銳針狀 / 板條狀,晶格畸變嚴重,高倍觀察可見微裂紋,內應力集中,材料表現為高硬度、高脆性。
經 150-250℃低溫回火后,組織轉變為回火馬氏體,過飽和碳以細小 ε- 碳化物析出,殘余奧氏體大幅減少,馬氏體形貌基本保留但邊緣趨于模糊,晶格畸變緩解,內應力有效釋放,最終實現高硬度、高耐磨性與韌性的平衡。
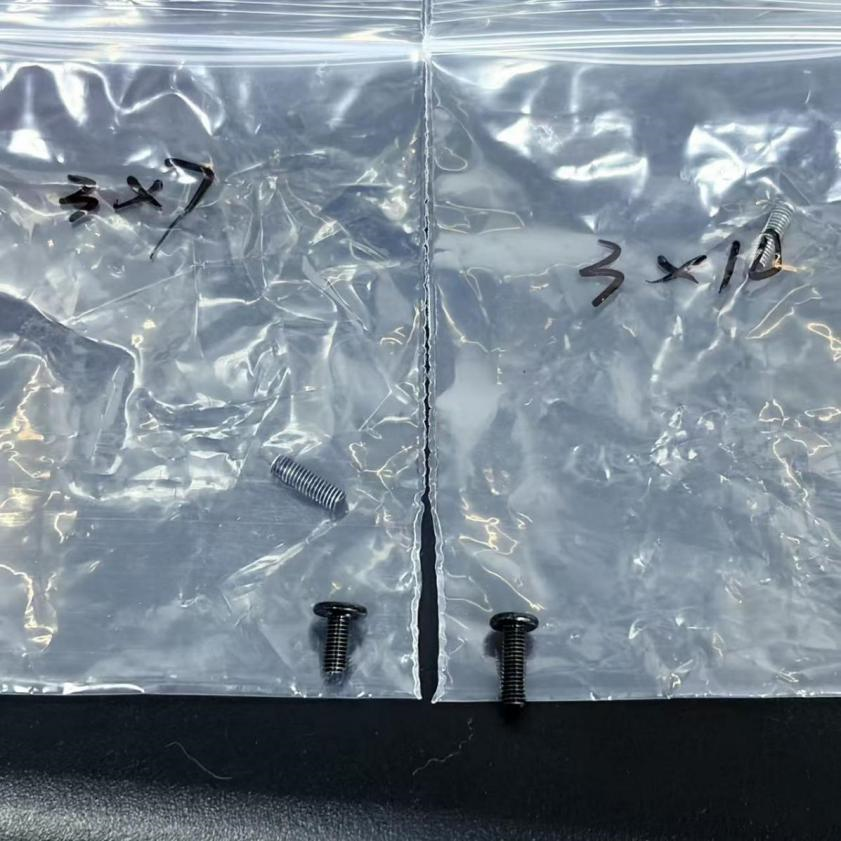
左:一號樣品 右:二號樣品
檢測要求:金相顯微鏡放大觀察金相微觀組織,分析前后工藝區別。
檢測流程:切割?研磨?拋光?腐蝕?觀察。
樣品制備流程
(1)熱壓鑲嵌
設 備:ZXQ-30自動鑲嵌機
模套規格: Φ30mm
鑲嵌參數:鑲嵌粉顏色:黑色
鑲嵌溫度:135℃
保壓時間:6min


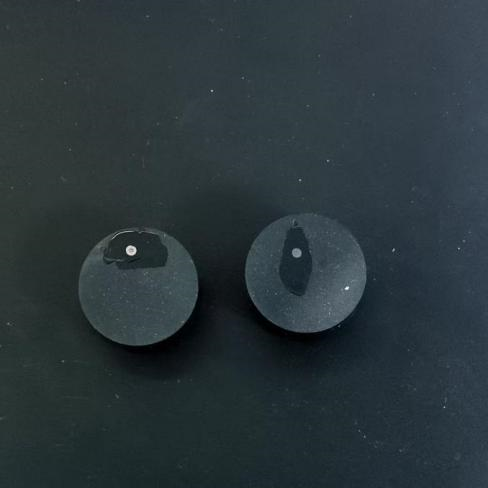
鑲嵌設備 鑲嵌前


鑲嵌耗材 鑲嵌后
為什么每次都要鑲嵌成標準試樣
金相試樣鑲嵌成標準件,核心是為后續磨拋、觀察提供便利并保障檢測精度。一是適配磨拋機、顯微鏡的標準裝夾尺寸,避免試樣打滑移位;二是包裹薄壁、脆性或尖銳試樣,防止邊緣崩損、組織失真,同時提升操作安全性,避免手部劃傷;三是讓待磨面與鑲嵌料齊平,保證磨拋受力均勻,獲得平整光潔的觀察面,確保金相組織判定準確。
(3)研磨拋光
設 備:ZMP-2全自動磨拋機
磨盤直徑: Φ250mm
磨盤規格:P180/P400/P800/P1500 每分鐘150轉,保持2分鐘
拋光規格:羊絨拋光布+5um金剛石懸浮液 每分鐘300轉,保持4分鐘



磨拋前 磨拋后
制樣磨難度點:
1. 樣品尺寸小,人工磨拋可能壓力不均勻,導致產品表面有層次偏差。
2. 需配合鑲嵌夾具,將樣品固定“豎”著。
3. 需注意打磨砂紙目數。
4. 需控制腐蝕時間,防止過燒。
(4)觀察分析
設 備:BM7金相顯微鏡
參數配置:目鏡:高眼點大視野目鏡PL10X/22mm
物 鏡:無限遠消色差物鏡 5X、10X、20X、50X、100X
照明系統:透反射柯拉照明系統LED燈室,中心可調,帶濾色片/斜照明裝置
軟 件:imageView圖像軟件

一號樣品100X鏡頭下腐蝕效果

二號樣品100X鏡頭下腐蝕效果
小結
1. 淬火 + 低溫回火得到回火馬氏體,內應力已消除 30%~50%;僅淬火為淬火馬氏體,殘留大量內應力與不穩定組織。
2. 淬火 + 低溫回火在保持高硬度的同時脆性顯著降低,安全可靠;僅淬火硬度高但脆性極大,易脆斷,無法直接使用。
3. 淬火 + 低溫回火是螺絲成品的標準熱處理狀態;僅淬火屬于生產中間工序,非最終產品交付。
免責聲明
客服熱線: 15267989561(同微信)
加盟熱線: 15267989561(同微信)
媒體合作: 0571-87759945
投訴熱線: 0571-87759942

下載儀表站APP

Ybzhan手機版

Ybzhan公眾號

Ybzhan小程序
 手機版
手機版 官方微信
官方微信
















 采購中心
采購中心
{kind=link}
{kind=link}
{kind=link}